
 +7 (495) 687-96-95
+7 (495) 687-96-95 info@temp-bp.ru
info@temp-bp.ru

Маркировка шлифовальных кругов
Шлифовальные круги применяются практически во всех отраслях промышленности — от тяжёлого машиностроения и металлургии до ремонта бытовых инструментов. Они обеспечивают точность обработки, долговечность инструмента и безопасность оператора. Но для выбора важно уметь разбираться в маркировке, ведь именно она содержит ключевую информацию: из какого абразива изготовлен круг, насколько он твёрдый, для каких материалов подходит, при каких скоростях может работать.

Что такое шлифовальные круги
Шлифовальный круг — это абразивное изделие в форме диска, используемое для обработки поверхностей резанием. Его принцип действия основан на том, что многочисленные острые абразивные зёрна, закреплённые в связке, выполняют роль крошечных резцов. При вращении круга они снимают с поверхности детали тонкий слой материала, обеспечивая нужную шероховатость и точность.
Основные типы шлифовальных кругов
Существует большое разнообразие шлифовальных кругов. Они различаются по форме, назначению, виду абразива и типу связки. Правильная классификация позволяет ориентироваться в их применении.
По назначению:
- Шлифовальные — для обработки поверхностей деталей (плоское, круглое, бесцентровое шлифование).
- Заточные — для восстановления режущих кромок инструментов: свёрл, резцов, ножниц, пил.
- Зачистные — применяются для снятия окалины, ржавчины, заусенцев, обработки сварных швов.
- Отрезные — тонкие круги для резки металла, камня, керамики.
По форме:
- Прямые плоские круги (тип 1) — универсальные, наиболее распространённые.
- Конические и чашечные (типы 6, 11) — удобны для обработки фасок, углублений, труднодоступных зон.
- Торцевые — работают рабочей поверхностью торца, применяются в станочной обработке.
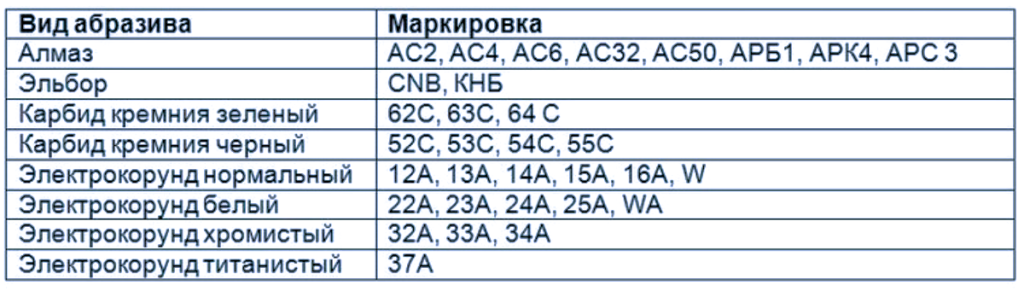
По виду абразива:
- Электрокорунд (обычный, белый, хромистый, циркониевый). Подходит для большинства сталей и сплавов.
- Карбид кремния (зелёный, чёрный). Используется для твёрдых сплавов, чугуна, цветных металлов.
- Алмаз. Предназначен для обработки сверхтвёрдых материалов — твёрдых сплавов, стекла, керамики.
- Эльбор (кубический нитрид бора). Отличается высокой термостойкостью, применяется для закалённых сталей.
По типу связки:
- Керамическая (К). Жаростойкая и прочная, но хрупкая. Подходит для точной обработки.
- Бакелитовая (Б). Эластичная, выдерживает ударные нагрузки и высокие скорости.
- Вулканитовая (В). Гибкая и прочная, применяется для тонких отрезных и зачистных кругов.
- Металлическая (М). Обеспечивает высокую прочность и долговечность, чаще используется в алмазных кругах.
Таким образом, даже выбор базового типа круга требует знания сразу нескольких параметров. Именно поэтому маркировка играет решающую роль — она позволяет за секунды определить, для каких задач подходит круг и насколько он безопасен в работе.
Маркировка шлифовальных кругов
Маркировка — это система условных обозначений, которая позволяет по нескольким буквам и цифрам узнать все основные характеристики круга: из чего он изготовлен, насколько он твёрдый, для каких материалов предназначен и при какой скорости может безопасно работать.
Без умения читать маркировку невозможно правильно подобрать инструмент, поэтому для каждого абразивного изделия она обязательна.
Общая система обозначений
В маркировке указывают:
- Вид абразива (электрокорунд, карбид кремния, алмаз и др.).
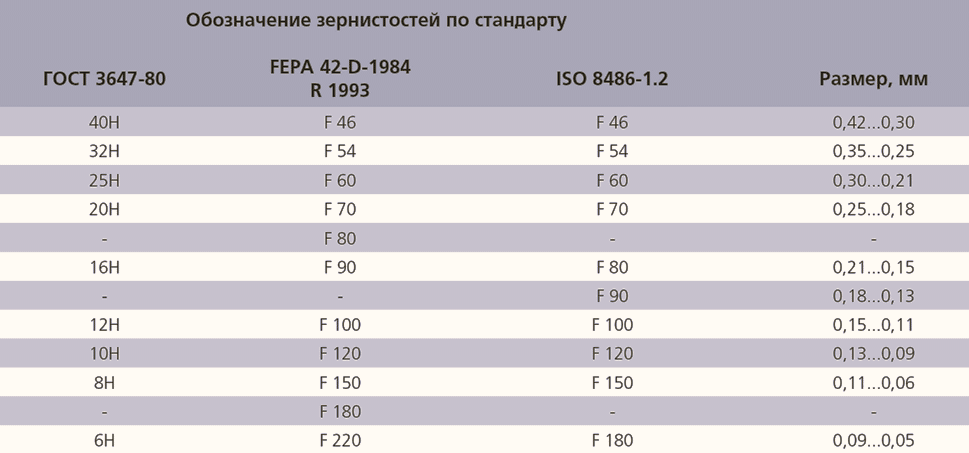
- Зернистость — размер абразивных зёрен.
- Твёрдость круга.
- Тип связки.
- Структуру (плотность расположения зёрен).
- Максимальную рабочую скорость.
- Дополнительные данные (ГОСТ, класс точности, уровень неуравновешенности).
Пример маркировки: 25А 40 СМ1 К7 35 м/с ГОСТ 2424-83. На первый взгляд набор букв и цифр выглядит сложным, но зная правила, его можно расшифровать за минуту.
Как правильно читать маркировку на шлифовальном круге
Алгоритм:
- Первым идёт обозначение абразива (например, «25А» — электрокорунд белый).
- Далее указывается зернистость (например, «40» — средний размер зёрен).
- Следующее значение — твёрдость (буквы от «М» — мягкий до «Т» — очень твёрдый).
- Затем идёт связка («К» — керамическая, «Б» — бакелитовая и т. д.).
- Структура (цифра от 1 до 12) показывает плотность зёрен: чем больше цифра, тем более пористый круг.
- В конце — допустимая скорость вращения (обычно в м/с).
Таким образом, маркировка читается слева направо и даёт полное представление о параметрах инструмента.
Основные параметры, указанные в маркировке
- Абразив. Определяет материал круга и сферу применения. Например, 14А — нормальный электрокорунд, 63С — зелёный карбид кремния.
- Зернистость. Влияет на качество обработки: мелкая (F100 и выше) — для полировки, крупная (F16–F46) — для грубой обработки.
- Твёрдость. Обозначается буквами от «М» до «Т». Чем выше буква, тем твёрже круг и дольше он работает, но хуже самозатачивается.
- Связка. Обозначается буквами (К — керамика, Б — бакелит, В — вулканит, М — металл).
- Структура. Цифра от 1 до 12, где меньшие значения означают плотное расположение зёрен, а большие — рыхлое.
- Рабочая скорость. Указывается в м/с или оборотах в минуту.
Условные обозначения по ГОСТ
Российские стандарты (например, ГОСТ 2424-83) жёстко регламентируют систему маркировки.
Абразивы:
- 14А — нормальный электрокорунд,
- 25А — белый электрокорунд,
- 63С — зелёный карбид кремния,
- АС4 — синтетический алмаз.
- Твёрдость: от М (мягкая) до Т (очень твёрдая).
- Связки: К (керамика), Б (бакелит), В (вулканит), М (металл).
- Дополнительно указывают ГОСТ, по которому произведён круг, класс точности и уровень неуравновешенности.
Таким образом, ГОСТ позволяет гарантировать, что маркировка одинакова для всех производителей.
Как выбрать шлифовальный круг по маркировке
Определите материал, который нужно обрабатывать.
- Стали — электрокорунд.
- Чугун, керамика — карбид кремния.
- Твёрдые сплавы, стекло — алмаз.
Выберите зернистость.
- Для грубой обработки — крупная.
- Для доводки и полировки — мелкая.
Учитывайте твёрдость.
- Для мягких материалов — твёрдый круг.
- Для твёрдых материалов — мягкий круг (чтобы он самозатачивался).
- Проверьте скорость вращения: она должна совпадать с возможностями вашего станка или УШМ.
Маркировка абразивных кругов для различных работ
- Для заточки инструментов используют круги из белого электрокорунда с мелким зерном.
- Для обработки нержавеющих сталей — хромсодержащие или циркониевые абразивы.
- Для резки металла — тонкие бакелитовые или вулканитовые круги.
- Для обработки твёрдых сплавов — алмазные или эльборовые.
- Для полировки — мягкие круги с очень мелким зерном.
Таким образом, маркировка даёт не просто информацию, а готовый алгоритм выбора: какой круг нужен именно под вашу задачу.
Класс неуравновешенности шлифовальных кругов
Помимо материала, зернистости и твёрдости, в маркировке может указываться ещё один важный параметр — класс неуравновешенности. Он показывает, насколько равномерно распределена масса круга относительно его оси вращения.
Даже небольшое смещение центра тяжести способно вызвать биение, вибрацию и ускоренный износ как самого круга, так и станка. Поэтому при производстве абразивов особое внимание уделяется балансировке.
Что означает этот параметр
Класс неуравновешенности обозначается условным индексом (например, «U» с числовым значением). Чем меньше цифра, тем более равномерно распределена масса круга и тем выше его качество.
Пример:
- круг с классом U3 имеет минимальное отклонение и подходит для высокоточной обработки,
- круг с классом U8 допустим для грубых операций, где высокая точность не требуется.
Таким образом, класс неуравновешенности фактически определяет категорию точности самого инструмента.
Влияние на безопасность и качество работы
От этого параметра напрямую зависит:
- Безопасность. Дисбаланс создаёт вибрацию, которая может привести к разрушению круга на высоких оборотах. Это крайне опасно для оператора.
- Качество шлифования. Небалансированные круги оставляют неровную поверхность, вызывают повышенный износ детали и инструмента.
- Срок службы. Чем лучше сбалансирован круг, тем дольше он работает без сколов и трещин.
Именно поэтому для высокоскоростных шлифовальных машин допускаются только круги с минимальной неуравновешенностью, что обязательно отражается в маркировке.
Характеристики шлифовальных кругов
Каждый шлифовальный круг имеет целый набор характеристик, которые напрямую влияют на его работу. Эти параметры указываются в маркировке и стандартизированы, что позволяет точно подбирать инструмент для любых задач.
Таблица твёрдости абразивных кругов
Твёрдость круга показывает, насколько прочно абразивные зёрна удерживаются в связке. Она не связана с твёрдостью самих зёрен, а зависит именно от прочности сцепления.
- Мягкие круги (обозначения М–С) быстрее изнашиваются, но хорошо самозатачиваются. Их применяют при обработке твёрдых материалов, где зёрна быстро тупятся.
- Средние (Т–Х) универсальны и используются для большинства операций.
- Твёрдые и очень твёрдые (Ц–Т) долго сохраняют форму, но хуже самозатачиваются. Подходят для обработки мягких металлов.
В ГОСТ и ISO для каждого диапазона предусмотрена буквенная шкала, чтобы легко сравнивать круги разных производителей.
Таблица твердости

Размеры шлифовальных и заточных кругов
Размер круга — один из главных параметров. Он включает наружный диаметр, толщину и диаметр посадочного отверстия.
- Малые круги (диаметром до 125 мм) используются в угловых шлифмашинах и для бытовых работ.
- Средние (150–400 мм) применяются на станках для заточки инструмента и деталей.
- Крупные (свыше 500 мм) — в промышленном производстве для плоского и круглого шлифования.
Стандарты ГОСТ и ISO содержат таблицы типовых размеров, что обеспечивает совместимость инструментов и оборудования.
Соотношение параметров маркировки
Все параметры маркировки взаимосвязаны. Например:
- при увеличении зернистости уменьшается шероховатость поверхности;
- более мягкая связка требует меньшей скорости вращения;
- пористая структура (большие цифры) лучше подходит для охлаждения и обработки вязких материалов.
Нарушение этих соотношений ведёт к снижению качества обработки или даже к аварийным ситуациям.
Абразивность и материал круга
Абразив определяет область применения круга:
- электрокорунд — универсален для сталей и сплавов;
- карбид кремния — оптимален для чугуна, цветных металлов, керамики;
- алмаз и эльбор — для сверхтвёрдых материалов и закалённых сталей.
Каждый абразив обладает своей твёрдостью и теплопроводностью, что влияет на режимы обработки.
Скорость вращения и рабочие режимы
На круге всегда указывают максимальную рабочую скорость в м/с или об/мин.
- Для мелких кругов она может достигать 80–100 м/с.
- Для крупных — ограничивается 35–45 м/с.
Превышение этого значения опасно: круг может разрушиться из-за центробежных сил. Поэтому важно, чтобы скорость вращения станка или УШМ соответствовала маркировке круга.
Допустимая нагрузка
Шлифовальные круги не рассчитаны на чрезмерное давление. В маркировке и инструкции указывают допустимую нагрузку. Если давить слишком сильно, абразив перегревается, связка разрушается, а поверхность детали пригорает или деформируется.
Срок службы и износостойкость
Срок службы шлифовального круга зависит не только от его состава, но и от условий эксплуатации. В среднем ресурс составляет от нескольких часов активной работы (для тонких отрезных кругов) до сотен часов (для массивных алмазных или эльборовых изделий).
Что влияет на долговечность:
- Выбор связки. Керамическая служит дольше в условиях стабильных нагрузок, бакелитовая быстрее изнашивается, но лучше выдерживает удары.
- Режимы работы. При превышении скорости вращения или давления круг перегревается, связка разрушается, и срок службы резко сокращается.
- Материал заготовки. При работе с твёрдыми сплавами износ идёт быстрее, чем при обработке обычных сталей.
- Охлаждение. Использование СОЖ (смазочно-охлаждающих жидкостей) увеличивает ресурс круга в 1,5–2 раза.
- Правильная правка. В процессе работы поверхность круга засаливается — абразивные зёрна теряют режущую способность. Регулярная правка восстанавливает остроту и существенно продлевает срок службы.
Таким образом, долговечность круга — это не фиксированный показатель, а результат правильного выбора, соблюдения режимов и своевременного обслуживания.
Практические советы
- Перед установкой проверяйте круг. Осмотрите его на наличие трещин, сколов, повреждений. Небольшая микротрещина при высоких оборотах может привести к разрушению.
- Соблюдайте соответствие посадочного отверстия и шпинделя. Даже малейший люфт вызывает биение и преждевременный износ.
- Не превышайте скорость вращения. Сравните данные на маркировке круга с характеристиками станка или УШМ.
- Используйте защитные кожухи и средства индивидуальной защиты. Очки, щиток, перчатки и спецодежда обязательны при любой работе.
- Применяйте круг по назначению. Отрезной круг не предназначен для боковой нагрузки, а шлифовальный — для резки. Нарушение правил приводит к авариям.
- Следите за охлаждением. При длительном шлифовании используйте СОЖ, чтобы избежать перегрева заготовки и разрушения связки.
- Храните круги правильно. В сухом помещении, при температуре не ниже +5 °C и вдали от агрессивных химикатов. Деформированные или увлажнённые круги использовать нельзя.
- Регулярно правьте круг. Это не только продлевает срок его службы, но и улучшает качество обработки, снижая вибрации.
Картинка для анонса: Array




