
 +7 (495) 687-96-95
+7 (495) 687-96-95 info@temp-bp.ru
info@temp-bp.ru
Конус Морзе: полная таблица размеров, углы, и как правильно выбрать
«Хорошее соединение на конусе — это не "посадил и забыл", а чистые поверхности, правильный номер и уместный тип фиксации под режим. Тогда процесс идёт спокойно, со стабильной стружкой и предсказуемым износом.»
Кратко: конус Морзе — самофиксирующееся коническое соединение для крепления инструмента в шпинделях. Ниже — быстрый гид по выбору размера, справочная таблица ГОСТ/DIN/ISO, типы хвостовиков, совместимость и FAQ.
Как выбрать правильный размер конуса Морзе
Короткий ответ: определите номер и тип по паспорту шпинделя или маркировке хвостовика; при отсутствии данных — измерьте D, d и L и сопоставьте со стандартной таблицей; оцените износ и биение; при несовпадении используйте переходные втулки с учётом жёсткости и баланса. Это снижает риск проворота и сохраняет точность.
Пошагово
- Паспорт станка/узла. Найдите номер КМ шпинделя и тип крепления: «с лапкой (A)» для выбивания клином или «с резьбой (B)» под штревель/тягу. Это исходные ограничения по посадке и усилию затяжки (см. ГОСТ 25557-2016; DIN 228-1; ISO 296).
- Маркировка инструмента. Сверло, развёртка, зенкер и другой инструментальный хвостовик обычно имеют «КМn» или «MTn» и тип A/B. Маркировка должна совпадать с гнездом шпинделя по номеру и допустимому типу фиксации.
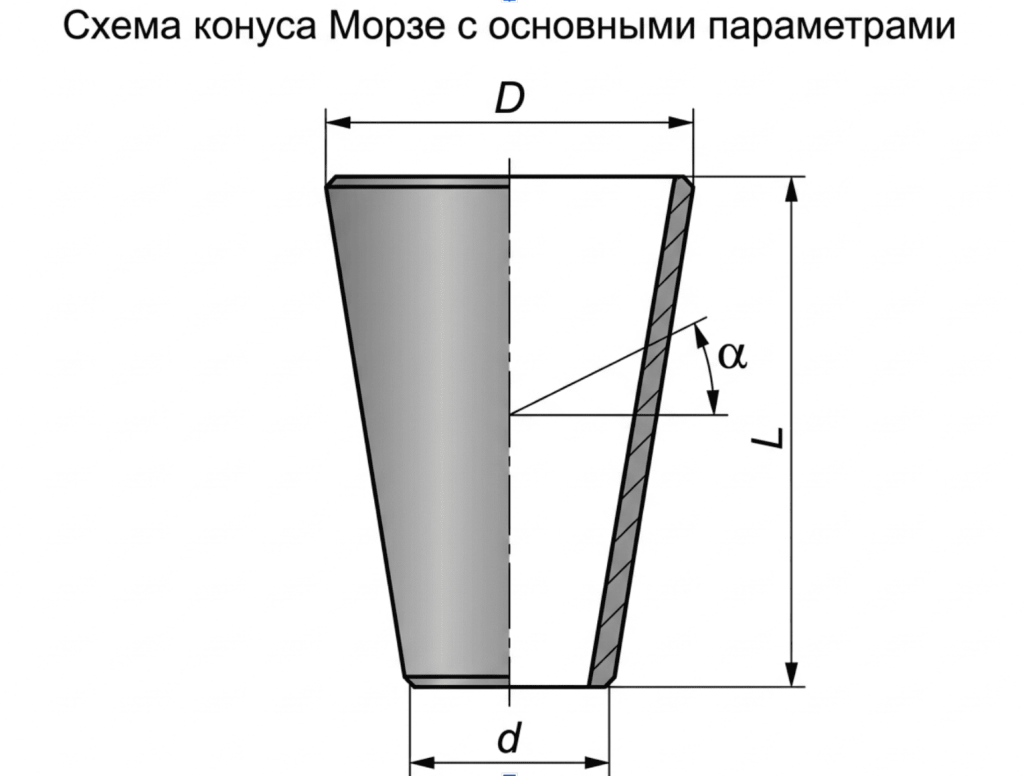
- Измерения при отсутствии маркировки. Измерьте большой диаметр D у входной кромки, малый диаметр d у торца конической части и рабочую длину L. Сопоставьте с таблицей размеров, величины указаны в мм. Для повышенной точности применяйте микрометр, синусную линейку/угломер и контрольные пробки.
- Оценка состояния. Проверьте пятно контакта и биение. Цель — биение менее 10–15 мкм на длине хвостовика. Однако конкретные допустимые значения зависят от типа операции и требований к точности вашего производства. При наличии забоин или коррозии проведите притирку, ремонт или замените втулку/инструмент.
- Переходные решения. Для нестандартных связок используйте редукционные/экспандерные втулки. Чем меньше ступеней — тем лучше. Для фрезерных и расточных режимов на поперечных нагрузках резьбовая фиксация, штревель/тяга, часто рекомендуется как более надёжная, однако выбор зависит от конкретных условий работы.

Совет эксперта: если приходится укорачивать вылет инструмента ради жёсткости, начинайте с подбора минимально возможной ступени перехода и резьбовой фиксации на тягу в тяжёлых режимах. Это уменьшает рычаг вибрации.
Пример из практики: цех универсальных работ
Ситуация: при сверлении Ø18 HSS в стали 45 на станке с гнездом КМ3 наблюдали биение 40–50 мкм и периодический проворот хвостовика.
Действия: проверили паспорт шпинделя (КМ3, тип B), заменили хвостовик инструмента с лапкой на исполнение с резьбой и затянули штатным штревелем; очистили посадки и проверили пятно контакта.
Результат: биение снизилось до 8–10 мкм, исчез проворот, цикл стабилизировался.
Что такое конус Морзе: определение и назначение
Короткий ответ: это конический хвостовик и сопрягаемая посадка самофиксирующегося типа для крепления инструмента в шпинделях и оправках станков. Малый угол обеспечивает центровку и удержание за счёт сил трения без постоянной затяжки резьбой.
Принцип. Соединение «конический хвостовик — коническое гнездо» работает как клин: при осевой посадке контактная поверхность формирует достаточное трение, чтобы передавать крутящий момент и выдерживать осевые нагрузки. При этом коническая геометрия центрирует инструмент, что критично для точности и стойкости. В машиностроении такое крепление применяют в шпинделях сверлильных, токарных и ряде узлов фрезерных станков, а также в переходных оправках.
«Чтобы удержать биение на минимальном уровне и получить чистый срез без лишней вибрации, поверхности конуса должны быть чистыми и неповреждёнными.»
— Андрей Белов
Таблица стандартных размеров и углов конуса Морзе
Короткий ответ: типоразмеры КМ0–КМ7 регламентированы ГОСТ 25557-2016, DIN 228-1 и ISO 296. Конусность и углы варьируются по типоразмерам. Значения D, d и L для каждого типоразмера приведены ниже.
Размеры наружного и внутреннего конуса по ГОСТ 25557-2016, мм
| Тип | Обозначение конуса | Конусность | D | D1 | d | d1 | d2 | d3 max | d4 max | d5 | l1 max | l2 max | l3 max | l4 max | l5 min | l6 |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Метрический | № 4 | 1:20 | 4 | 4,1 | 2,9 | — | — | — | 2,5 | 3 | 23 | 25 | — | — | 25 | 21 |
| Метрический | № 6 | 1:20 | 6 | 6,2 | 4,4 | — | — | — | 4 | 4,6 | 32 | 35 | — | — | 34 | 29 |
| Морзе | КМ 0 | 1:19,212 | 9,045 | 9,2 | 6,4 | — | 6,1 | 6 | 6 | 6,7 | 50 | 53 | 56,3 | 59,5 | 52 | 49 |
| Морзе | КМ 1 | 1:20,047 | 12,065 | 12,2 | 9,4 | M6 | 9 | 8,7 | 9 | 9,7 | 53,5 | 57 | 62 | 65,5 | 56 | 52 |
| Морзе | КМ 2 | 1:20,020 | 17,780 | 18 | 14,6 | M10 | 14 | 13,5 | 14 | 14,9 | 64 | 69 | 75 | 80 | 67 | 62 |
| Морзе | КМ 3 | 1:19,922 | 23,825 | 24,1 | 19,8 | M12 | 19,1 | 18,5 | 19 | 20,2 | 80,1 | 86 | 94 | 99 | 84 | 78 |
| Морзе | КМ 4 | 1:19,254 | 31,267 | 31,6 | 25,9 | M16 | 25,2 | 25,2 | 24 | 26,5 | 102,5 | 109 | 117,5 | 124 | 107 | 98 |
| Морзе | КМ 5 | 1:19,002 | 44,399 | 44,7 | 37,6 | M20 | 36,5 | 35,7 | 35,7 | 38,2 | 129,5 | 136 | 149,5 | 156 | 135 | 125 |
| Морзе | КМ 6 | 1:19,180 | 63,348 | 63,8 | 53,9 | M24 | 52,4 | 51 | 51 | 54,6 | 182 | 190 | 210 | 218 | 188 | 177 |
| Морзе | КМ 71 | 1:19,231 | 83,058 | — | — | — | — | — | — | — | — | — | 285,75 | 294,1 | — | — |
| Метрический | № 80 | 1:20 | 80 | 80,4 | 70,2 | M30 | 69 | 67 | 67 | 71,5 | 196 | 204 | 220 | 228 | 202 | 186 |
| Метрический | № 100 | 1:20 | 100 | 100,5 | 88,4 | M36 | 87 | 85 | 85 | 90 | 232 | 242 | 260 | 270 | 240 | 220 |
| Метрический | № 120 | 1:20 | 120 | 120,6 | 106,6 | M36 | 105 | 102 | 102 | 108,5 | 268 | 280 | 300 | 312 | 276 | 254 |
| Метрический | № 160 | 1:20 | 160 | 160,8 | 143 | M48 | 141 | 138 | 138 | 145,5 | 340 | 356 | 380 | 396 | 350 | 321 |
| Метрический | № 200 | 1:20 | 200 | 201 | 179,4 | M48 | 177 | 174 | 174 | 182,5 | 412 | 432 | 460 | 480 | 424 | 388 |
1 В ГОСТ 25557-2016 конус КМ7 отсутствует; вместо него применяется метрический конус № 80, который не совместим с иностранными КМ7 по таблицам размеров.
Примечание: фактические допуски на диаметры и длину, а также радиусы фасок и дополнительные элементы — по первичным изданиям: ГОСТ 25557-2016 «Конусы Морзе. Основные размеры»; DIN 228-1:2013 «Morse tapers — Dimensions»; ISO 296:1991 «Machine tool tapers — Morse tapers».
Конусность и углы по типоразмерам
Короткий ответ: конусность КМ варьируется по типоразмерам в диапазоне от 1:19,002 до 1:20,047 — угол конуса от 2°51'26" до 3°00'52", уклон конуса от 1°25'43" до 1°30'26" в зависимости от типоразмера. Например, для КМ3 конусность составляет ≈1:19,922. Небольшой угол обеспечивает самоторможение за счёт трения.
Пояснение. При столь малых углах проекция сил даёт превышение силы трения над осевой составляющей, поэтому соединение держится без постоянной резьбовой затяжки при чистых сопряжениях. Это и есть самофиксация, которая делает систему удобной для универсальных работ и быстрой смены оснастки.
| Типоразмер | Конусность | Угол конуса | Половинный угол / уклон конуса |
|---|---|---|---|
| КМ 0 | 1:19,212 | ≈ 2°58'40" | ≈ 1°29'20" |
| КМ 1 | 1:20,047 | ≈ 2°51'26" | ≈ 1°25'43" |
| КМ 2 | 1:20,020 | ≈ 2°51'40" | ≈ 1°25'50" |
| КМ 3 | 1:19,922 | ≈ 2°52'00" | ≈ 1°26'00" |
| КМ 4 | 1:19,254 | ≈ 2°58'00" | ≈ 1°29'00" |
| КМ 5 | 1:19,002 | ≈ 3°00'52" | ≈ 1°30'26" |
| КМ 6 | 1:19,180 | ≈ 2°59'30" | ≈ 1°29'45" |
| КМ 7 | 1:19,231 | ≈ 2°59'10" | ≈ 1°29'35" |
Метрические конусы № 4, № 6, № 80, № 100, № 120, № 160, № 200 имеют конусность ровно 1:20 — угол конуса 2°51'51", уклон конуса 1°25'56".
Стандарты и нотации: ГОСТ 25557-2016, DIN 228-1, ISO 296
Короткий ответ: российское обозначение «КМn» эквивалентно международному «MTn» (Morse Taper). Тип A — с лапкой (tanged), тип B — с резьбой (threaded) под штревель/тягу.
Практика. В паспортах оборудования в России и СНГ чаще встречается «КМ», в международных каталогах — «MT». Для поставок между рынками используйте двойное обозначение, например «КМ3 (MT3)». Тип A применяют преимущественно в сверлильных узлах для быстрой смены через клин; тип B — там, где нужна тяга/штревель, особенно на фрезерных/расточных операциях с поперечными нагрузками.
Основные типы и разновидности конических хвостовиков
Короткий ответ: различают стандартные КМ — тип A с лапкой, тип B с резьбой, а также укороченные конические хвостовики серии B7–B45 для сверлильных патронов и переходные исполнения.
Классификация и применение
- Стандартный КМ0–КМ7 — самофиксация трением.
- Исполнение с лапкой (A, tanged) — для выбивания клином в сверлильных узлах; быстро и удобно.
- Исполнение с резьбой (B, threaded) — под штревель/тягу на фрезерных и расточных операциях.
- Укороченные конусы B7, B10, B12, B16, B18, B22, B24, B32, B45 — компактные посадки под сверлильные патроны, где важны габариты и быстрая смена. Они не совместимы с КМ без переходной оправки. Регламентированы ГОСТ 9953-82 «Конусы инструментов укороченные. Основные размеры».
- Переходные/промежуточные — втулки и оправки для согласования разных типоразмеров и типов крепления.
Основные размеры укороченных конусов Морзе по ГОСТ 9953-82, мм
| Наименование конуса | № конуса Морзе | D, мм | D1, мм | d1, мм | a max, мм | L, мм | M | l1, мм |
|---|---|---|---|---|---|---|---|---|
| B7 | 0 | 7,067 | 7,2 | 6,5 | 3,0 | 11,0 | — | — |
| B10 | 1 | 10,094 | 10,3 | 9,4 | 3,5 | 14,5 | — | — |
| B12 | 1 | 12,065 | 12,2 | 11,1 | 3,5 | 18,5 | М6 | 16,0 |
| B16 | 2 | 15,733 | 16,0 | 14,5 | 5,0 | 24,0 | — | — |
| B18 | 2 | 17,780 | 18,0 | 16,2 | 5,0 | 32,0 | М10 | 24,0 |
| B22 | 3 | 21,793 | 22,0 | 19,8 | 5,0 | 40,5 | — | — |
| B24 | 3 | 23,825 | 24,1 | 21,3 | 5,0 | 50,5 | М12 | 28,0 |
| B32 | 4 | 31,267 | 31,6 | 28,6 | 6,5 | 51,0 | М16 | 32,0 |
| B45 | 5 | 44,399 | 44,7 | 41,0 | 6,5 | 64,5 | М20 | 40,0 |

Практическая отсылка: типовые исполнения и посадочные элементы удобно смотреть в каталогах производителей оснастки, например в разделах Morse Taper shanks и B-taper chucks у глобальных брендов инструментальной оснастки.
Пример из практики: фрезерные операции
Ситуация: на вертикально-фрезерном при цилиндрическом фрезеровании прихватывало инструмент с КМ4 и лапкой.
Действия: заменили инструмент на исполнение КМ4 с внутренней резьбой и подключили тягу с предписанным моментом; проверили балансировку и сократили вылет.
Результат: исчезли микросдвиги, поверхность стала ровной, звук резания «спокойный».
Условные обозначения хвостовиков
В зависимости от конструкции хвостовика, конусы Морзе могут иметь дополнительные обозначения.
Для хвостовиков внутреннего типа
- BI — с пазом.
- AI — отверстие по оси.
- BIK — с пазом и отверстием для подвода СОЖ.
- AIK — с отверстием и проёмом для СОЖ.
Для хвостовиков наружного типа
- BE — с лапкой.
- AE — с отверстием.
- AEK — с резьбой и проёмом для СОЖ.
- BEK — с лапкой и отверстием для СОЖ.
Где применяется конус Морзе: станки и инструмент
Короткий ответ: шпиндели сверлильных и токарных станков, некоторые вспомогательные узлы фрезерных; через КМ крепят свёрла по металлу, в том числе HSS, развёртки, зенкеры, иногда хвостовые фрезы через оправки.
Контекст применения. В универсальном и ремонтном машиностроении КМ ценят за совмещение соосности, достаточной передачи момента и быстрой смены. Выбор типа крепления — лапка или резьба — зависит от конкретных условий работы и рекомендаций производителя. Для серий с высокими оборотами и автосменой чаще используют другие системы 7:24, HSK, но КМ остаётся рабочей лошадкой универсальных участков.

Примечание по безопасности: перед установкой/снятием полностью остановите станок, отключите питание и используйте штатный клин/выколотку или резьбовую тягу для снятия. Не бейте по режущему инструменту.
Информация носит общий характер и не заменяет консультацию специалиста.
Переходные втулки и совместимость
Короткий ответ: редукционные втулки «вниз», например КМ4→КМ3, и экспандерные «вверх» решают несовместимость размеров, но снижают жёсткость и могут увеличивать биение. По возможности используйте одну ступень и минимальный вылет.
Правила подбора
- Двигайтесь к цели по кратчайшей лестнице: КМ4→КМ3, а не КМ4→КМ2 через две ступени.
- Контролируйте чистоту сопряжений втулка↔шпиндель и хвостовик↔втулка: любая соринка — это увеличение биения.
- Для фрезерных/расточных нагрузок часто рекомендуется фиксация на тягу; для сверлильных — лапка и клин допустимы и быстрее, но выбор зависит от конкретной задачи.
- Не путайте КМ с укороченными конусами серии B: они разные по геометрии; нужна отдельная переходная оправка.

Пример из практики: ремонтный участок
Ситуация: требовалось поставить инструмент КМ2 в шпиндель КМ4 на универсальном станке; при двухступенчатой связке биение доходило до 35 мкм.
Действия: заменили двухступенчатую комбинацию на одну фирменную втулку КМ4→КМ2 и сократили вылет.
Результат: биение снизилось до 12 мкм, ресурс сверла HSS вырос в серии на 18% по счётчику деталей.
Практические каталоги: номенклатуру переходных втулок и оправок удобно смотреть у крупных дистрибьюторов оснастки, например Hoffmann Group и др., с артикулами и допусками — для проверки совместимости и предельных биений.
Сравнительная таблица систем крепления
Для упрощения выбора приводим краткое сравнение конусов Морзе с другими распространёнными системами.
| Система | Конусность | Самофиксация | Основное применение | Преимущества | Ограничения |
|---|---|---|---|---|---|
| КМ (Morse Taper) | 1:19–1:20 | Да | Универсальные станки, сверлильные | Быстрая смена, точность центровки | Ниже точность, чем 7:24/HSK при высоких оборотах |
| 7:24 (SK/BT/CAT) | 7:24 | Нет, требуется тяга | Фрезерные ЧПУ, АТС | Высокая точность, автосмена | Требует механизма затяжки |
| HSK | 1:10 | Двухплоскостной контакт | Высокоскоростные центры | Жёсткость, малый вес, автосмена | Высокая стоимость оснастки |
| Capto | Треугольное сечение | Да | Тяжёлые черновые операции | Максимальная жёсткость | Цена, концентрация износа на шпиндель |
Частые вопросы по конусу Морзе
Чем КМ отличается от конуса 7:24?
КМ — самофиксирующийся, конусность ≈1:20, удерживается силами трения. 7:24 (SK/ISO, BT, CAT) — самоотпускающийся, требует затяжки тягой/гайкой и лучше подходит для автоматической смены и высоких скоростей. В ЧПУ-производстве 7:24, HSK и Capto чаще применяются в серийных высокоскоростных операциях, тогда как КМ — в универсальных и ремонтных.
Как правильно измерить КМ?
Измерьте D у входа, d у торца конической части и L рабочей длины. Сопоставьте с таблицей стандарта. Для точности используйте микрометр, контрольные пробки, угломер/синусную линейку.
Как снять застрявший инструмент?
Применяйте штатный клин/выколотку для лапки или ослабьте и выверните тягу для резьбового исполнения; исключите удары по режущей части. При заедании — очистка и лёгкий прогрев гнезда допустимы, при видимых забоинах — ремонт.
В чём разница между КМ7 и метрическим конусом № 80?
КМ7 в российском стандарте ГОСТ 25557-2016 отсутствует; вместо него применяется метрический конус № 80. Важно: метрический конус № 80 не совместим с иностранными КМ7 по таблицам размеров. Конусность № 80 составляет ровно 1:20, тогда как КМ7, если встречается в зарубежных стандартах, имеет конусность 1:19,231.
| Параметр | КМ7 зарубежный | Метрический № 80 ГОСТ |
|---|---|---|
| Конусность | 1:19,231 | 1:20 |
| D, мм | 83,058 | 80 |
| d, мм | — | 70,2 |
| Присутствие в ГОСТ | Нет | Да |
| Совместимость | Несовместим с № 80 | Несовместим с зарубежным КМ7 |
Источники: ГОСТ 25557-2016; DIN 228-1:2013.
Что означают обозначения AE, BE, BI, AIK на хвостовике?
Эти коды указывают на тип фиксации — лапка, резьба, отверстие — и наличие каналов подачи СОЖ. См. раздел «Условные обозначения хвостовиков» выше.
Мини-чеклист выбора
- Паспорт шпинделя: номер КМ и допустимый тип A/B.
- Маркировка инструмента: соответствие номеру и типу.
- Измерения D, d, L при отсутствии маркировки.
- Состояние посадок: чистота, пятно контакта, биение.
- Необходимость переходной втулки: минимизировать ступени и вылет.
«Если появляются следы проворота на хвостовике, проверьте чистоту посадки, соответствие типа фиксации и момент на тяге — обычно корень проблемы в одном из этих трёх факторов.»
— Андрей Белов
Дополнительные советы эксплуатации
- Перед установкой удаляйте масло/пылинки с обеих конических поверхностей. Избегайте избыточной смазки: она может повысить риск проворота, хотя однозначные данные по влиянию требуют дополнительной проверки.
- Контрольное пятно контакта после лёгкой притирки должно быть равномерным по периметру на большей части длины.
- Держите вылет минимальным. Если «тянет» вибрацию — уменьшайте подачу/скорость, проверяйте биение и балансировку оснастки.
Пример из практики: точность и уход
Ситуация: на сверлильной операции Ø10 в алюминии фиксировали шероховатость выше нормы и биение ~25 мкм.
Действия: провели чистку и лёгкую притирку гнезда, сменили втулку-переходник с износом, пересобрали связку с тем же инструментом.
Результат: биение 7–9 мкм, поверхность ровная, время цикла сохранили.
Список источников
- ГОСТ 25557-2016 «Конусы Морзе. Основные размеры». Москва: Стандартинформ, 2016.
- ГОСТ 9953-82 «Конусы инструментов укороченные. Основные размеры».
- DIN 228-1:2013 «Morse tapers — Dimensions». Berlin: Beuth Verlag, 2013.
- ISO 296:1991 «Machine tool tapers — Morse tapers». Geneva: International Organization for Standardization, 1991.
- Каталоги производителей оснастки: разделы Morse Taper shanks, B-taper chucks и переходные втулки у ведущих брендов для подтверждения номенклатуры и допусков.
- Паспортные данные шпинделей станков для фактического номера КМ и типа фиксации.




