
 +7 (495) 687-96-95
+7 (495) 687-96-95 info@temp-bp.ru
info@temp-bp.ru
Как правильно подобрать диаметр сверла: полное руководство
«Правильный подбор диаметра — это не "угадать" размер, а заложить в процесс предсказуемость: допуск, шаг резьбы, материал, способ крепления и инструментальная база. В серийном производстве это экономит больше, чем кажется.»
Основные сценарии: подбираем сверло под вашу задачу
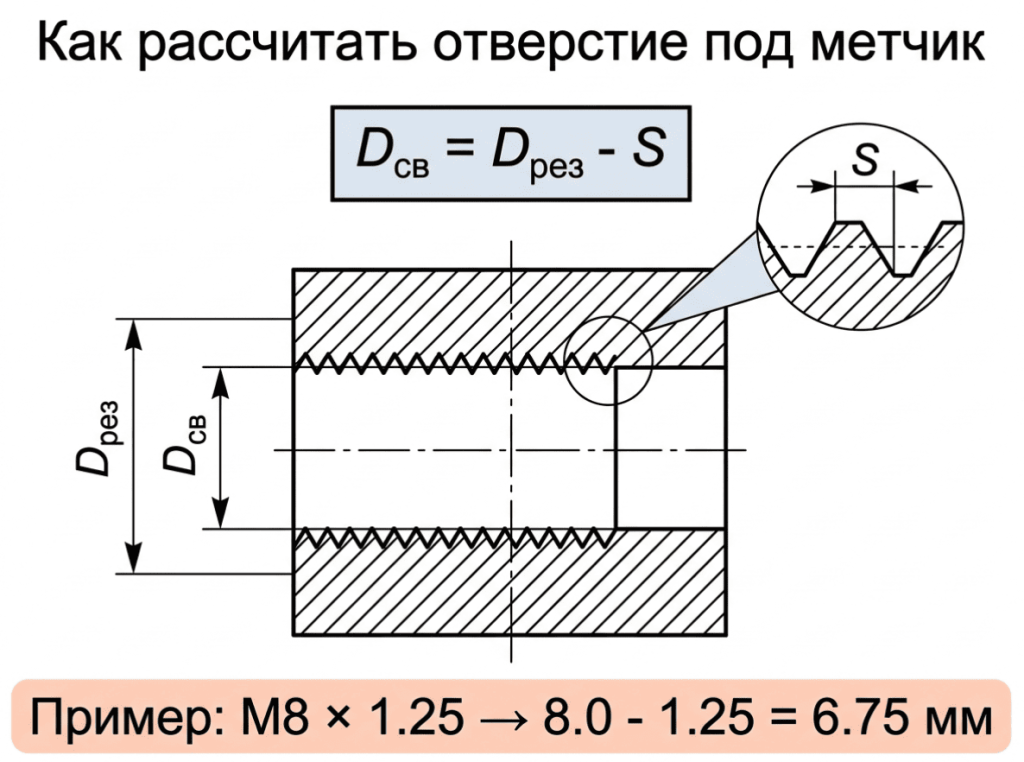
Начните с назначения отверстия. Под резьбу берите таблицу под метчик или посчитайте по формуле Dсв = Dрез − S. Под крепеж — применяйте правило для болта/самореза/дюбеля с учетом материала. Для свободного отверстия — ориентируйтесь на стандартный номинальный размер и требуемый квалитет.
Если нужна внутренняя резьба: используйте таблицу диаметров под метчик или базовую формулу. Для раскатников увеличивайте предсверление, оно зависит от материала. Практика показывает: от +2% для твердых сплавов до +5% для вязких.
Для крепежа
- Под болт — отверстие с технологическим зазором. Практика: 0,5–1,0 мм к номинальному диаметру болта; в машиностроении ориентир на квалитет H11/H12 при сверлении, уточняйте по требуемому полю допуска.
- Под саморез — пилот по внутреннему диаметру резьбы (металл) или практический диапазон 70–85% от внешнего диаметра (дерево; уточняйте по породам).
- Под дюбель — диаметр сверла равен маркировке дюбеля: 6, 8, 10 мм и т. п.; в рыхлых основаниях возможна корректировка −1–2 мм.
Для свободного отверстия: берите номинальный диаметр в мм из размерного ряда. Если важен уровень точности (квалитет), планируйте припуск под последующее развертывание/расточку.
Примечание: информация носит общий характер и не заменяет консультацию специалиста. Перед серийным применением проводите контрольные измерения и пробные посадки.
Таблица диаметров сверл для стандартных отверстий (ГОСТ)
Для свободного (проходного) отверстия берите номинал в мм из стандартного размерного ряда. Сверло — того же размера, если точность невысокая; для точных посадок применяются развертки/расточка. Для большинства таких задач подходят стандартные сверла по металлу.
| Номинальный диаметр отверстия, мм | Рекомендуемый диаметр сверла, мм |
|---|---|
| 3,0 | 3,0 |
| 3,2 | 3,2 |
| 4,0 | 4,0 |
| 4,2 | 4,2 |
| 5,0 | 5,0 |
| 5,5 | 5,5 |
| 6,0 | 6,0 |
| 6,5 | 6,5 |
| 8,0 | 8,0 |
| 10,0 | 10,0 |
| 12,0 | 12,0 |
| 14,0 | 14,0 |
| 16,0 | 16,0 |
| 18,0 | 18,0 |
| 20,0 | 20,0 |
Примечание: для обеспеченной точности (квалитет) после сверления применяют развертывание/расточку.
Как подобрать сверло под метчик: таблицы диаметров
При нарезании внутренней резьбы важно правильно подобрать диаметр предварительного отверстия. Если отверстие слишком маленькое — метчик будет работать с перегрузкой и может сломаться. Если слишком большое — профиль резьбы получится неполным.
Метрическая резьба (основной шаг)
Для метрической резьбы с основным шагом используйте значения таблицы или рассчитывайте по формуле Dсв = Dрез − S и округляйте к ближайшему стандартному сверлу. Значения — для сквозных отверстий в типовых конструкционных сталях.
Быстрая справка М3–М12
| Обозначение резьбы | Шаг, мм | Рекомендуемый диаметр сверла, мм |
|---|---|---|
| M3 | 0,5 | 2,5 |
| M4 | 0,7 | 3,3 |
| M5 | 0,8 | 4,2 |
| M6 | 1,0 | 5,0 |
| M8 | 1,25 | 6,8 |
| M10 | 1,5 | 8,5 |
| M12 | 1,75 | 10,2 |
Полная таблица М3–М20
| Обозначение резьбы | Шаг, мм | Рекомендуемый диаметр сверла, мм |
|---|---|---|
| M3 | 0,5 | 2,5 |
| M4 | 0,7 | 3,3 |
| M5 | 0,8 | 4,2 |
| M6 | 1,0 | 5,0 |
| M7 | 1,0 | 6,0 |
| M8 | 1,25 | 6,8 |
| M9 | 1,25 | 7,8 |
| M10 | 1,5 | 8,5 |
| M11 | 1,5 | 9,5 |
| M12 | 1,75 | 10,2 |
| M14 | 2,0 | 12,0 |
| M16 | 2,0 | 14,0 |
| M18 | 2,5 | 15,5 |
| M20 | 2,5 | 17,5 |
Примечание: при нестандартном шаге, например M8×1,0 или M10×1,25, рассчитывайте диаметр по формуле.
Метрическая резьба (мелкий шаг)
Быстрая справка М4–М16, избранные шаги
| Обозначение резьбы | Шаг, мм | Рекомендуемый диаметр сверла, мм |
|---|---|---|
| M4×0,5 | 0,5 | 3,5 |
| M6×0,75 | 0,75 | 5,2 |
| M8×1,0 | 1,0 | 7,0 |
| M10×1,25 | 1,25 | 8,8 |
| M12×1,25 | 1,25 | 10,8 |
| M14×1,5 | 1,5 | 12,5 |
| M16×1,5 | 1,5 | 14,5 |
Дюймовые резьбы UNC/UNF
Основной шаг UNC — избранные размеры
| Резьба × ниток на дюйм | Диаметр сверла, мм |
|---|---|
| 1/4×20 | 5,1 |
| 5/16×18 | 6,5 |
| 3/8×16 | 8,0 |
| 1/2×13 | 10,8 |
| 5/8×11 | 13,6 |
| 3/4×10 | 16,5 |
| 1×8 | 22,25 |
Мелкий шаг UNF — избранные размеры
| Резьба × ниток на дюйм | Диаметр сверла, мм |
|---|---|
| 1/4×28 | 5,5 |
| 5/16×24 | 6,9 |
| 3/8×24 | 8,5 |
| 1/2×20 | 11,5 |
| 5/8×18 | 14,5 |
| 3/4×16 | 17,5 |
Трубная резьба BSP (G)
| Обозначение резьбы | Диаметр сверла, мм |
|---|---|
| G 1/8 | 8,8 |
| G 1/4 | 11,8 |
| G 3/8 | 15,25 |
| G 1/2 | 19,0 |
| G 3/4 | 24,5 |
| G 1 | 30,75 |
| G 1 1/4 | 39,5 |
| G 1 1/2 | 45,5 |
| G 2 | 57,5 |
Трапецеидальная резьба Tr
| Обозначение резьбы | Диаметр сверла, мм |
|---|---|
| Tr 8×1,5 | 6,6 |
| Tr 10×2 | 8,2 |
| Tr 12×3 | 9,25 |
| Tr 14×3 | 11,25 |
| Tr 16×4 | 12,25 |
| Tr 18×4 | 14,25 |
| Tr 20×4 | 16,25 |
| Tr 22×5 | 17,25 |
Особенности для раскатников (бесстружечных метчиков)
Диаметры отверстий под раскатники больше, чем под обычные метчики того же размера. Деформация металла происходит в обе стороны, поэтому черновое отверстие сверлится большего размера.
Краткая таблица: метрическая резьба, крупный шаг
| М | Шаг, мм | Диаметр под обычный метчик, мм | Диаметр под раскатник, мм | Корректировка |
|---|---|---|---|---|
| M6 | 1,0 | 5,0 | 5,55 | +11% |
| M8 | 1,25 | 6,8 | 7,45 | +9,6% |
| M10 | 1,5 | 8,5 | 9,35 | +10% |
| M12 | 1,75 | 10,2 | 11,2 | +9,8% |
| M14 | 2,0 | 12,0 | 13,1 | +9,2% |
| M16 | 2,0 | 14,0 | 15,1 | +7,9% |
Правило материал‑зависимых корректировок
- Вязкие стали, алюминиевые сплавы: ближе к верхней границе диапазона (+5–7% от табличного для обычных метчиков).
- Твердые материалы: закаленные стали, чугун — ближе к нижней границе (+2–3%).
- Важно: всегда делайте пробную раскатку на образце той же партии материала перед серией.
Справка: диаметры отверстий под обычные метчики и раскатники отличаются, даже если это один и тот же размер и шаг резьбы.
Особенности для глухих и сквозных отверстий
Глухие отверстия требуют запаса под стружку, надежной эвакуации и смазки; сквозные проще по выводу стружки, но контролируйте выход и фаски.
- Глухие отверстия: закладывайте запас глубины — длина заходной части метчика + зона стружки, применяйте ступенчатое сверление и СОЖ; входную фаску снимайте зенкерами и цековками. Для раскатников корректировка диаметра по материалу особенно важна в вязких сталях и алюминиевых сплавах.
- Сквозные отверстия: ниже риск «затыкания», но при выходе контролируйте заусенец и снимайте заднюю фаску.
Точный расчет диаметра сверла по формуле
Если нет таблицы, определяйте диаметр по формуле Dсв = Dрез − S, затем округляйте до ближайшего стандартного диаметра сверла.
Пример: М8 (S = 1,25) → Dсв = 8,00 − 1,25 = 6,75 мм. На практике — 6,8 мм как ближайший стандарт.
Правила округления по материалам
- Мягкие пластичные материалы: алюминий, медь — округление вверх к ближайшему стандарту снижает риск «схватывания» и дает чище резьбу.
- Чугуны: чаще оставляют ровно по расчету, с меньшей агрессией по подаче.
Подбор диаметра под крепеж: болты, саморезы, дюбели
Под болт — свободный проход с технологическим зазором; под саморез — пилот под внутренний диаметр в металле или практический диапазон от внешнего диаметра в дереве; под дюбель — диаметр равен маркировке дюбеля.
Дюбели для плотных оснований
| Диаметр дюбеля, мм | Сверло, мм | Глубина сверления | Особенность |
|---|---|---|---|
| 6 | 6 | Длина дюбеля + 5 мм | В рыхлых: −1–2 мм |
| 8 | 8 | Длина дюбеля + 5 мм | В рыхлых: −1–2 мм |
| 10 | 10 | Длина дюбеля + 5 мм | В рыхлых: −1–2 мм |
| 12 | 12 | Длина дюбеля + 5 мм | В рыхлых: −1–2 мм |
«Если рыхлая стена, то диаметр сверла должен быть на 1–2 мм меньше… глубина… всегда была больше на 5 мм».
Практические рекомендации по дюбелям
Саморезы
| Внешний диаметр самореза, мм | Дерево: пилот, мм | Металл: пилот по внутр. Ø резьбы |
|---|---|---|
| 3,5 | 2,45–2,98 (70–85%) | По внутр. Ø спецификации |
| 4,0 | 2,8–3,4 | По внутр. Ø спецификации |
| 4,8 | 3,36–4,08 | По внутр. Ø спецификации |
| 5,5 | 3,85–4,68 | По внутр. Ø спецификации |
| 6,3 | 4,41–5,36 | По внутр. Ø спецификации |
Примечание: в твердых породах (дуб, бук) ближе к 85%, в мягких (сосна, ель) — к 70%. Требуется проба на образце.
Болты
| Диаметр болта, мм | Свободное отверстие (зазор), мм |
|---|---|
| М3 | 3,5–4,0 |
| М4 | 4,5–5,0 |
| М5 | 5,5–6,0 |
| М6 | 6,5–7,0 |
| М8 | 8,5–9,0 |
| М10 | 10,5–11,0 |
| М12 | 12,5–13,5 |
| М16 | 16,5–17,5 |
Примечание: небольшой технологический зазор уточняйте по требуемому полю допуска и способу обработки.
«Если метчик "тяпает" кромки или дает рваную резьбу, проверьте три вещи: диаметр предсверления, соосность направления и смазку. Часто достаточно перейти на предсверление по формуле с корректным округлением и добавить пасту для резьбонарезания.»
— Андрей Белов
Материал основы: бетон, кирпич, дерево, металл
Материал диктует инструмент и посадку. Бур по бетону с номиналом под дюбель; аккуратнее в хрупком кирпиче; пилот под саморез — практический диапазон по материалу.
- Бетон/кирпич: бур по бетону; под дюбель — сверло = номиналу дюбеля. В пустотелом/хрупком кирпиче снизьте удар и проверьте размер — возможен переразмер при сколах (требуется верификация по паспортам крепежа).
- Дерево: в твердых породах практический диапазон пилота увеличивается до 75–85% от внешнего диаметра самореза. Это снижает растрескивание и улучшает посадку шурупа (требуется подтверждение по породам).
- Металл: под саморез — по внутреннему диаметру резьбы; под болт — задайте требуемый зазор или поле допуска, при необходимости — последующее развертывание.
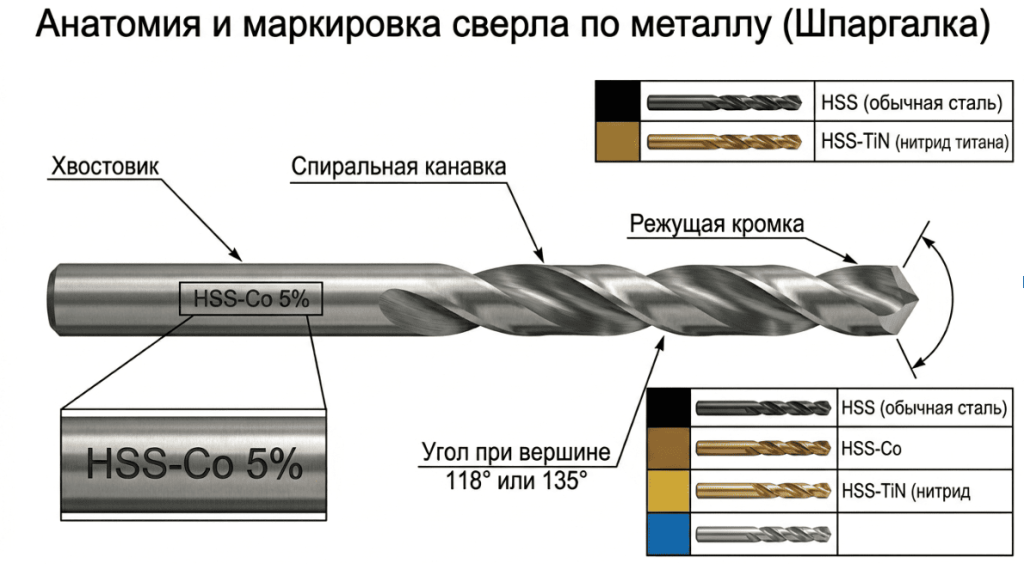
Маркировка на сверлах: как определить диаметр и назначение
Диаметр и назначение читаются по маркировке на хвостовике: размер в мм, материал (HSS, HSS‑G, HSS‑Co / HSS‑E), покрытия (TiN, TiAlN, TiCN). При сомнениях — контрольный замер.
Расшифровка маркировки
| Маркировка | Описание | Назначение |
|---|---|---|
| HSS | Быстрорежущая сталь общего назначения | Дерево, пластик, мягкие металлы |
| HSS‑G | Шлифованное исполнение (ground), лучше геометрическая точность | Конструкционная сталь |
| HSS‑Co / HSS‑E | Кобальт‑легированная сталь, обычно 5–8% Co, повышенная термостойкость | Нержавеющие и жаропрочные стали (рекомендация по каталогам) |
| TiN | Нитрид титана, золотистый цвет | Универсальная износостойкость |
| TiAlN | Нитрид титана-алюминия | Высокая термостойкость, работа «на сухую» (каталожная спецификация) |
| TiCN | Карбонитрид титана | Повышенная твердость и скольжение (каталожная спецификация) |
Важно: цвет не всегда = покрытие. Смотрите маркировку, а не только оттенок.
Как точно измерить диаметр сверла, если нет маркировки?
Измеряйте штангенциркулем или микрометром по режущим кромкам на максимальном диаметре, перпендикулярно оси, без давления, с повторениями и усреднением.
Пошагово
- Зажмите сверло вертикально в тисках мягкими губками.
- Установите штангенциркуль перпендикулярно оси.
- Касайтесь губками именно режущих кромок у основания спирали, не по канавкам.
- Снимите замеры в 3 позициях, поворачивая сверло на 120°, усредните.
- Для мелких диаметров используйте калибровочные шаблоны или микрометр.
Типичные ошибки
- Чрезмерное давление деформирует кромку и дает плюс по размеру: примерно 0,05 мм.
- Наклон измерительного инструмента — завышение результата: примерно 0,1 мм.
- Замер по фланцам/канавкам вместо кромок — значительная ошибка: примерно 0,2 мм.

Уровень точности: что такое квалитет и как он влияет на выбор сверла
Квалитет — это уровень точности размера по полям допусков, например H11, H12. Сверление дает относительный квалитет; для точных посадок закладывайте припуск и завершайте разверткой/расточкой под требуемое поле. Практика: уточняйте по ISO 286 и ГОСТ 25346.
- Для бытовых и монтажных задач достаточно «сверление в размер» или с зазором.
- Для машиностроения выбирайте технологию: сверление → развертывание/расточка → контроль. Качество задается допусками по стандартам систем допусков.
Примечание по нормативам: для терминов используйте ISO 286‑1/2 и ГОСТ 25346. Конкретные числовые поля допусков в этом материале не цитируются; логика процесса и подход — из практики.
Практические допуски для бытовых задач
Под крепеж общего назначения берите небольшой зазор относительно диаметра болта; под дюбель — номинал; в дереве — больший разброс допустим, чем в металле.
| Тип задачи | Рекомендуемое сверло/метод | Ожидаемый результат |
|---|---|---|
| Свободное отверстие под болт М8 | Ø8,5–9,0 мм (практика: технологический зазор) | Свободная посадка |
| Отверстие под дюбель 6 мм | Бур Ø6 мм, контроль фактического диаметра | Плотная посадка по паспорту |
| Пилот под саморез 4 мм в сосне | Ø2,8–3,2 мм (практика: 70–80% внешнего диаметра, требуется проба) | Минимум растрескивания |
Чек‑лист для быстрого выбора
- Определите назначение отверстия: резьба, крепеж, свободный проход.
- Уточните материал основы и требования к точности/квалитету.
- Для резьбы: таблица/формула Dсв = Dрез − S; раскатник — корректировка по материалу.
- Для крепежа: болт — технологический зазор (практика: 0,5–1,0 мм); саморез — практический диапазон по материалу; дюбель — номинал, рыхлые основания: −1–2 мм.
- Спланируйте технологию: фаски, СОЖ, ступени, развертка/расточка при необходимости. Для постепенного увеличения отверстий в листовом металле можно использовать ступенчатые сверла.
- Проведите пробу на образце. Измерьте фактический диаметр и протестируйте посадку.
Рекомендации и числа в этом материале основаны на
- Практике серийной механообработки.
- Типовых данных каталогов производителей инструмента: FANAR, RUKO, IZAR, Dormer Pramet и др.
- Устоявшихся подходах металлообрабатывающей отрасли.
Для терминов и систем допусков опирайтесь на
- ISO 286 — система допусков и посадок.
- ГОСТ 25346 — единая система допусков и посадок.
- ISO 724/965 — метрическая резьба.
- ГОСТ 10902 — номенклатура сверл.
- ГОСТ 19257 — метчики.




