
 +7 (495) 687-96-95
+7 (495) 687-96-95 info@temp-bp.ru
info@temp-bp.ru
Виды цековки по металлу
Цековка ― специализированный металлорежущий инструмент с узкой функциональностью. С помощью цековок по металлу обрабатывают опорные поверхности под разборные или неразборные крепежные соединения. Цековка обеспечивает плотное прилегание головки болта, винта, заклепки или гайки к опорной поверхности, а при необходимости этот металлорежущий инструмент создает углубление под потайной крепеж. С ее помощью можно снять фаску с центрового отверстия.

Виды цековок
Основная функция цековок по металлу ― торцевая обработка уже просверленного отверстия. Обрабатываемый материал может быть любым ― от конструкционной стали до хрупких сплавов, но отверстие следует просверлить заранее. Инструмент вставляют в патрон сверлильного или фрезерного станка, а также в заднюю бабку токарного станка. Функциональность и совместимость инструмента для торцовки отверстий определили конструкционные особенности и разновидности цековок по металлу.
Конструкционные особенности цековок по металлу
Цековка по своей конструкции напоминает сверло по металлу. Это инструмент с цилиндрической рабочей частью и хвостовиком. Рабочая часть оформлена в виде концевой цапфы и режущей головки. Режущая головка состоит из зубьев и канавок для отвода стружки.
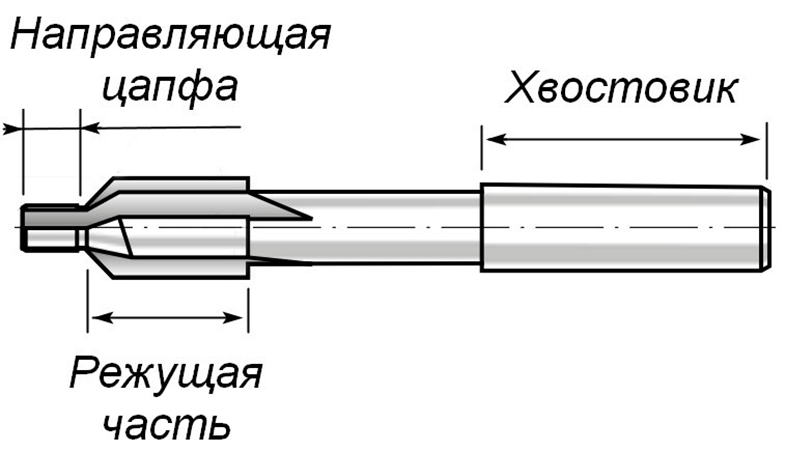
Цапфа и зубья могут быть съемными или являться частью цельнометаллической конструкции. Углы заточки режущей кромки цековок по металлу зависят от требований к качеству обработки торцевой поверхности отверстия и свойств обрабатываемого резанием сплава. Хвостовик адаптирован под патроны станков по металлу, а также пиноль (шпиндель) задней бабки токарного или токарно-винторезного станка.
Разновидности цековок по металлу
Разновидности торцевого режущего инструмента по металлу (цековок) определяются многообразием форм хвостовиков и направляющих цапф. По этому принципу классификации мы можем выделить следующие виды цековок по металлу:
-
инструмент с хвостовиком в форме цилиндра и несъемной цапфой;
-
инструмент с хвостовиком на конус Морзе и отделяемой цапфой;
-
насадной инструмент с отделяемой направляющей частью;
-
инструмент с хвостовой частью под штифтовой замок и сменной цапфой-направляющей.
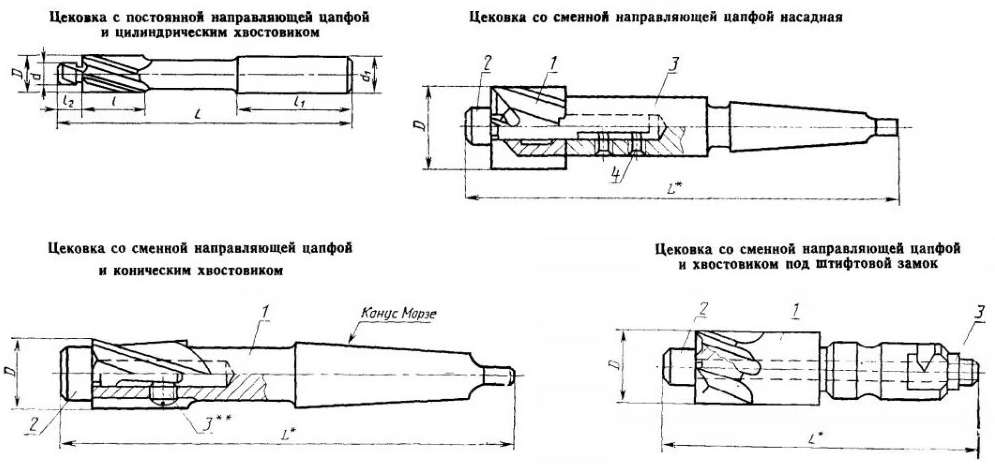
Цилиндрический хвостовик затрудняет применение торцовочного инструмента в токарных станках, поскольку пустотелый шпиндель задней бабки (пиноль) имеет форму конуса Морзе. Насадной инструмент не имеет цапфы-направляющей и хвостовика. Для работы ему необходима оправка, которая заменяет хвостовик классической цековки по металлу. Инструменты с хвостовиком под штифтовой замок имеют вытачку в нерабочей части. Фиксирующий выступ обеспечивает надежность закрепления в патроне или полом шпинделе.
Требования к производству цековок по ГОСТу
Металлорежущий инструмент для обработки торцевой поверхности отверстий описан в ГОСТ 26258. Согласно этому документу инструменты для торцовки отверстий изготавливаются в двух исполнениях:
-
с рабочей частью из быстрорежущей стали;
-
с рабочей частью из твердосплавного материала.
Первый вариант ориентирован только на торцовку отверстий в деталях из конструкционных сортов стали. Второй вариант предполагает обработку отверстий в деталях из чугуна, конструкционных сталей, твердосплавных материалов. Модели с диаметром рабочей части до 8 миллиметров могут быть только цельными, а более 8 мм ― сварными. При использовании твердосплавных пластин применяют технологию припоя (слоем толщиной до 0,2 мм), но в некоторых моделях допускается фиксация на штифт. Маркировка инструмента наносится на хвостовую часть или торец насадной модели.

Цекование отверстия: основные правила
При использовании цековок по металлу принято соблюдать следующие правила обработки отверстий:
-
режущая кромка движется по той же траектории, что и сверло, то есть обработка торца отверстия предполагает только замену в патроне станка;
-
перед обработкой торца деталь фиксируют на столе станка максимально надежно, с использованием дополнительной оснастки;
-
припуск выбирают по допуску на напуск (обычно это табличная величина);
-
режимы обработки торца отверстия соответствуют настройкам станка при сверлении;
Нормы охраны труда и технологическая карта обработки торцевой части аналогичны режимам, применяемым при зенковании, поэтому оба инструмента часто путают друг с другом. Чтобы этого не случилось, необходимо четкое представление о конструкционных различиях
Зенковка и цековка по металлу: отличия
Зенковка ― инструмент для торцовки отверстий с режущей частью конической и цилиндрической формы. Конструкцию, размеры, требования к производителям зенковок регламентирует ГОСТ 14953. С помощью зенкования можно вырезать в детали конусообразные углубления с углом от 60 до 120 градусов. В углублении скрываются головки винтов, болтов, шурупов, заклепок конусообразной формы. Угол подбирается под тип метизного изделия, например, для вытяжных заклепок нужна зенковка с углом 100 или 120 градусов, а под дюймовый крепеж ― 82 градуса.
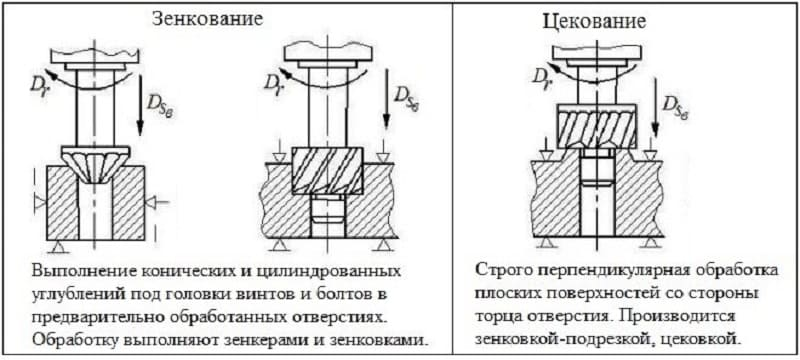
Цековка ― обработка торцевой части отверстия, строго под прямым углом к осевой линии. Конструкцию, размеры и прочие параметры в этом случае регламентирует ГОСТ 26258. Рабочая часть цековки имеет строго цилиндрическую форму. Из-за этого ее называют торцевой зенковкой. Обязательной частью ее конструкции почти всегда является концевая цапфа, которую используют в качестве направляющей. Причем ее диаметр меньше рабочей головки, ведь металл расширяется при нагревании, поэтому цапфа может застрять. У зенковок цапф не бывает. За ось обработки в этом случае отвечает коническая форма режущей кромки.
Часто задаваемые вопросы:
В чем разница между зенкование/цекованием и зенкерованием?
Зенкование и цекование предполагает обработку торцевой части отверстия, без погружения режущей кромки цилиндрической или конической формы на большую глубину. Зенкерование ― это обработка по всей глубине, с калибровкой формы и диаметра. Такую операцию проводят перед нарезанием внутренней резьбы. Но она относится к получистовой обработке. Для выхода на высокие квалитеты качества необходима еще одна операция ― развертывание.
Как выбрать размер цековки по головке винта/болта?
Нужные размеры можно найти в справочнике, где есть таблица, увязывающая диаметр резьбового отверстия (или гладкого, под заклепку) с габаритами головки (диаметром и высотой). Например, для болта М6 с головкой диаметром 11 мм и высотой 3 мм нужна модель с номинальным диаметром рабочей части 12,4 мм.
Как определить глубину резания цековкой по металлу?
Чтобы вычислить эту величину, отнимите от диаметра чернового отверстия радиус рабочей части (по вершине режущей кромки).
Можно ли применять зенкование/цекование на поверхности хрупкого сплава?
Разумеется, да, но только на низких оборотах шпинделя станка и с минимальной подачей. Иначе вы сломаете режущую кромку или повредите деталь. За хрупкостью всегда стоит твердость.












